SISSEJUHATUS
Tootmise automatiseerimise eesmärgid
Tootmine on majanduslik termin, mis kirjeldab tarbijate vajadusi rahuldava toote loomist ja valmistamist või teenuste osutamist ettevõttes. Ettevõtte tootmissüsteem hõlmab planeerimise, projekteerimise, tootmise juhtimise ja valmistuse ärisüsteeme. Valmistuse ärisüsteemi koondatakse valmistusseadmed ja valmistusprotsesside kirjeldused. Tarbijale vajalik toode koostatakse lähtekomponentidest ja -materjalidest valmistusprotsesside koosseisus kirjeldatud valmistusülesannete teostamise käigus. Valmistusülesannete realiseerimisel rakendatakse töötajate vaimset ja füüsilist tööd ning automatiseeritud töömasinaid.
Enamasti moodustab toote valmistuskulu 40 % selle toote müügihinnast. Ülejäänud 60 % müügihinnas peegelduvast kulust on valmistamisväline (tootearendus, turundus ja kasum). Tugevas konkurentsis määrab toote lõpphinna tavaliselt tarbija, aga mitte tootja. Et saada toote müügilt normaalset kasumit ja püsida konkurentsis, peab tootja võrreldes teiste tootjatega vähendama oma valmistuskulusid ühe toote kohta. See saavutatakse tootmismahu suurendamise ja sageli ka toote valmistusprotsessi automatiseerimisega.
Automatiseerimise sihtmärgiks on toote valmistusprotsessis vajaliku inimese rutiinse töö asendamine masinate tööga. Tootmise automatiseerimine kasvatab ettevõttes tootlikust sageli mitu korda. Automatiseerimise tulemusena võib ettevõte saada märkimisväärset kasumit, kui sellega kaasneb ka toodete müügimahu kasv. Automatiseeritud planeerimise, projekteerimise, tootmise juhtimise ja valmistusega kaasnevad kulutused jagunevad sellisel juhul suurema arvu toodete vahel – ühe koopia valmistamise maksumus väheneb ja toote hinda võib tarbija jaoks langetada.
Tuleb meeles pidada, et tootmise automatiseerimine ei tähenda ainult kokkuhoidu töötajate pealt, vaid ka suuremaid kulutusi uute masinate soetamiseks ja nende hooldamiseks. Kui automaatsed seadmed asendavad ainult inimesi, siis on selgelt näha tootmise automatiseerimise majanduslik kasu, milleks on kokkuhoid tööjõukuludelt. Sageli kujuneb töötajate füüsilise töö kasutamine siiski odavamaks kui tootmise lihtne automatiseerimine. Järelikult peaks tootmise automatiseerimine andma ettevõttele midagi enamat kui ainult inimtööjõu asendamist (näiteks tõstma toodete valmistamise kvaliteeti ja koguseid). Kokkuvõtteks võib öelda, et:
- automatiseeritud valmistusseadmed tõstavad tootlikkust ja valmistuse kvaliteeti;
- tootmise automatiseerimine võimaldab vabastada töölised rutiinsest füüsilisest ja/või tervist kahjustavast tööst, rakendades neid paremini sobivate ülesannete täitmiseks (nt turunduses, tootmise juhtimises või tootearenduses);
- tootmise automatiseerimine võimaldab tarbijatele vajalikke ja väärtuslikke tooteid kiiremini toota.
Toote valmistuse automatiseerimine
Toote valmistuse automatiseerimist tuleb mõista projektina, kus inseneride loomistöö (mängu) käigus toimub valmistusseadmete ja valmistusprotsesside arendamine ja integreerimine üheks terviklikult toimivaks rakenduseks. Toote valmistamise käigus toimub lähtematerjalide, -energia ja -info sihipärane muundamine ning ülekandmine valmivasse tootesse inimese otsese sekkumiseta.
Toote automatiseeritud valmistussüsteemi (rakenduse) intelligentseks kirjeldamiseks on meil vaja eristada selle koosseisus vähemalt nelja koostoimivat osa:
- inimest (töölist) ja tema funktsioone tootmise juhtimisel;
- valmistusprotsessi automaatjuhtimisseadet ja selle infotöötluse funktsioone
- töömasina juhtimissüsteemi koos valmistustöö programmi ja täituriga (ajamiga)
- töömasinat, mis teostab välisest allikast saadud ja täituris muundatud energiaga toote valmistamise (mehhaanilised) tööd vastavalt inimese poolt valmistusprotsessi automaatjuhtimisseadmes salvestatud ülesannetele.
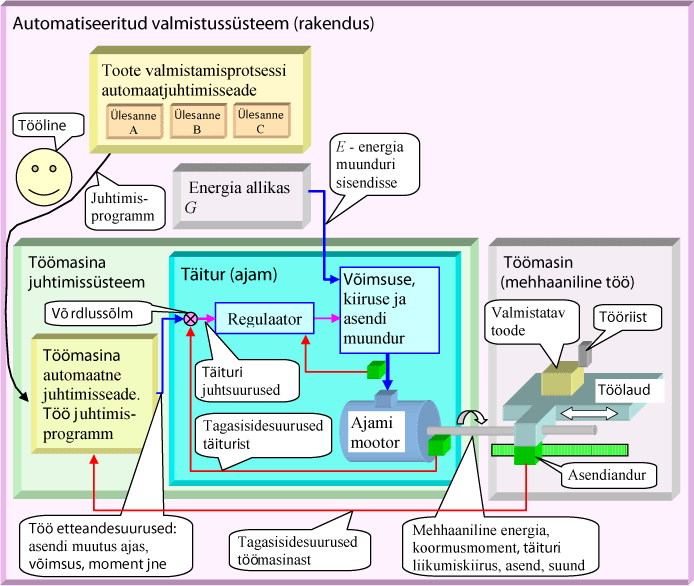
Toote automatiseeritud valmistussüsteemi (rakenduse) toimimisel ei tee inimene enam ise vahetult energeetilist (füüsilist) tööd ja ei juhi vahetult valmistusprotsessi käiku – valmistusprotsesside teostamist juhitakse automaatjuhtimisseadmete poolt. Sellest hoolimata võtab inimene toote valmistamisest osa, käivitades toote valmistuseks vajaliku rakenduse ning jälgides ja optimeerides selle juhtimisprotsesse.
Mehhaniseerimine on mõiste mida kasutatakse selliste valmistussüsteemide (rakenduste) kirjeldamisel, kus toote valmistamisel asendab masin ainult inimese füüsilist tööd. Mehhaniseerimine tähistab automatiseerimise esimest astet.
Täisautomaatne tehas sisaldab:
- arvutite abil juhitud planeerimissüsteemi (ERP), dokumendihaldussüsteemi, toodete raalprojekteerimissüsteemi (CAD) ja samuti toote valmistustehnoloogia raalprojekteerimissüsteemi (CAE);
- paindlikke valmistusmooduleid (CAM), mille tegevust ja seadistusi saab muuta rakendades täiendavat (kõrgetasandilist) automaatjuhtimist;
- transportsüsteeme, kus valmistatavate toodete liikumisteid valmistusmoodulite ja -seadmete vahel saab muuta (ümber programmeerida).
Täisautomaatses tehases toimub valmistamine tsehhitööliste osavõtuta. Automatiseerimine hõlmab osaliselt ka inseneritegevust, mille tulemusena luuakse või häälestatakse ettevõttes ümber masinaid, mis teevad valmistusprotsessis automaatselt vajalikke tegevusi (valmistusoperatsioone). Tootmise teenindamisel osalevad vähesed inimesed. Kuigi täiesti automatiseeritud tehasel on palju eeliseid, on selle teostamine väga keeruline. Nende rakendamine on piiratud olemasoleva tööjõu kvaliteedi ja käivitamiseks vajalike investeeringute majandusliku tasuvuse nõuetega.
Masina automatiseerimise astmed
Aastal 1962 tutvustas firma Amber & Amber nende loodud automatiseerimise astmete mõõdupuud (Yardstick for Automation, tabel 1.1). Automatiseerimisastmete määramine põhineb eeldusel, et kõik tööd nõuavad energiat ja informatsiooni ning teatud valmistusfunktsioone teostavad kas töötajad ja/või masinad [1]. Kui masin asendab töös mõnd põhilist inimese funktsiooni, siis hinnatakse seda kui täiendavat automatiseerimise astet.
| Automatiseerimise aste | Funktsioon, mida inimese asemel teostab masin | Näited ja masina omaduste kirjeldus |
|---|---|---|
| A(0) | Puudub (inimene teeb ise kõike kasutades kangi, tõsteplokki, viili jne) | Käsitööriist, käsitsi juhitav masin |
| A(1) | Energia: inimese musklid asendatakse mehhaanilise ülekandega | Välist energiat kasutavad masinad ja tööriistad. Näiteks elektriline puurpink |
| A(2) | Osavus, väledus: tööriista ettenihe | Ühe töötsükli teostamise automaatika |
| A(3) | Usinus, hoolsus: tagasiside puudub, kuid töötsükkel kordub automaatselt | Korduva töötsükliga; avatud kontuuriga arvjuhtimisseadmed või automaattreipink, transportliinid |
| A(4) | Hindamine ja iseseisev otsustamine: Tagasisideinfo edastamine töömasinast automaatjuhtimisseadmesse |
Suletud kontuuriga juhtimine, arvjuhtimine, muutujate väärtuste mõõtmine ja automaatreguleerimine |
| A(5) | Eesmärgipärane hindamine: adaptiivne juhtimine; deduktiivne analüüs; tagasiside tootmisprotsessist |
Juhtimine arvutiga; protsessi mudel - analüüsiks ja optimeerimiseks |
| A(6) | Iseõppimine saadud kogemustest | Piiratud iseprogrammeerimine; mõningane tehisintellekt, ekspertsüsteemide kasutamine |
| A(7) | Arutlemine: intuitsioon; avastatud mõjude ja nende taga peituvate põhjuste iseseisev seostamine | Induktiivne seostamine, arenenud tehisintellekti kasutamine juhtimistarkvaras |
| A(8) | Loomingulisus: ise projekteerib | Originaalsus oma tegevuses |
| A(9) | Üleolek: supermasin, käsutab teisi | Masin on peremees |
Tabelis 1.1 kirjeldatud automatiseerimise astmed on seotud inimese mingi funktsiooniga tootmisprotsessis, mis kas mehhaniseeritakse või asendatakse automatiseeritud masina poolt. Automatiseerimise astmel A(0) ei mehhaniseerita ega asendata inimese funktsioone automatiseeritud masinaga. Selline arengutase kestis kiviajast kuni rauaajani. Käsitöö valdkonnas esineb seda ka tänapäeval.
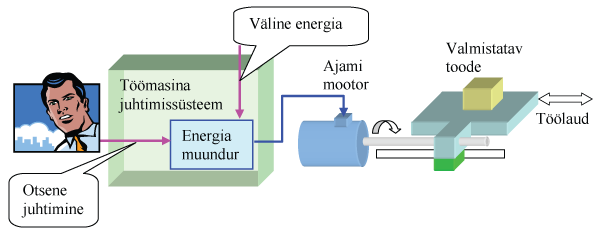
Tööstusrevolutsiooni algperioodil ehitas inglane John Wilkinson horisontaal-puurimismasina, mille abil sai söekaevanduse veepumpade valmistamisel puurida suuri silindrilisi avasid kasutades välist energiat. Seejärel loodi veel teisi välist energiat kasutavaid tööpinke nagu freespink, treipink, lihvimispink ja saag. Neid masinaid saab liigitada automatiseerimise astme A(1) alla. Automatiseerimise astet (A1) iseloomustav plokkskeem on esitatud joonisel 1.2 [2].
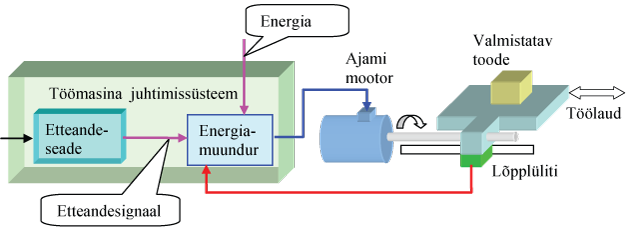
Automatiseerimise astmel A(2) on tööpink võimeline töötama ühe töötsükli ilma inimese otsese sekkumiseta ja tööriista ettenihe toimub automaatselt ( vt. joonis 1.3). Tööline paneb masinasse vajaliku tooriku ja käivitab automaatse töötsükli. Masin lõpetab töötsükli ja peatub automaatselt inimese sekkumiseta.
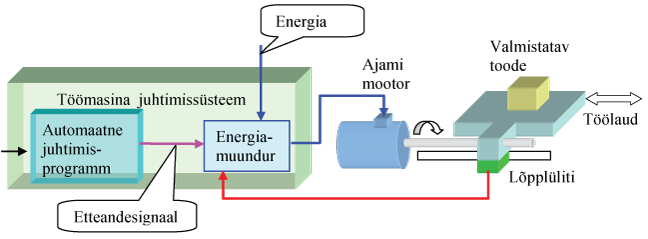
Tänapäeval on väga levinud automatiseerimise astme A(3) töömasinad. Selline masin suudab automaatselt (inimese sekkumiseta) teostada mitu valmistustöö tsüklit. Masinatel puudub sageli igasugune tagasiside valmistamiskohast töömasina juhtimissüsteemi (joonis 1.4), mistõttu välishäirete põhjustatud kõrvalekaldeid valmistusprotsessile ei saa vähendada. Töömasina juhtimisprogramm on salvestatud tema juhtimisseadmes riistvaraliselt (nt nukid, releed, siibrid) või tarkvaraliselt arvutiprogrammi kujul.
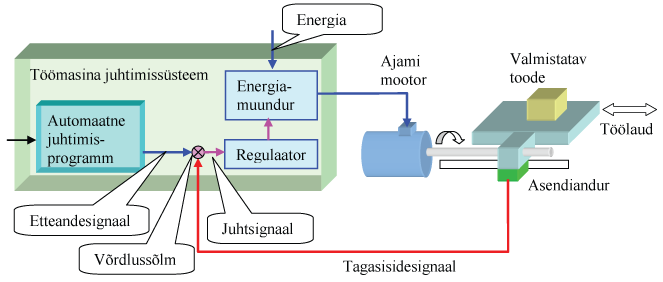
Automatiseerimise astmel A(4) on inimese otsustamisvõime asendatud masina võimega iseseisvalt mõõta ja võrrelda tulemusi soovitud väärtustega (joonis 1.5). Siin kasutatakse tagasisidega või suletud kontuuriga juhtimist.
Järgmine automatiseerimise aste A(5) eeldab, et masin hindab (ennustab) tootmisprotsessi kulgu. Sellised masinad on võimelised optimeerima valmistusprotsessi juhtimist. See eeldab, et tootmissüsteemist on koostatud arvutis matemaatilised mudelid (kirjeldavad, kuidas parameetrid mõjutavad antud valmistusprotsessi). Seda võib nimetada isekohanduvaks süsteemiks, mis teostab järgmisi funktsioone:
- identifitseerimine: valmistusprotsessi väljund- ja sisendsuuruste väärtuste mõõtmine;
- otsustamise analüüs: tootmisprotsessi optimeerimine;
- häälestamine: kontrolleri regulaatorite häälestamine;
- jälgimine: pidev automaatkontroll protsessi toimumise üle.
Automatiseerimise astme A(6) seade püüab siduda valmistusprotsessis avastatud vigu nende põhjustega. Juhtimisprogramm analüüsib töö käigus saadud andmeid ja kasutab juhtimisotsuste tegemisel spetsialistide (teadlaste) eelnevat kogemust. Selline masin sisaldab ekspertsüsteeme. See automatiseerimise aste tähistab tehisintellekti algust. Praegu on selliseid süsteeme tehastes vähe.
Automatiseerimise aste A(7) kajastab järgmist, veel arukamat taset tehisintellektis. Juhtimisel kasutatakse intuitiivset arutlemist (mõtlemist). Masina tarkvara kasutab üldseaduspärasusi (tunnustatud teooriat), mis põhineb eelkõige inseneride varem kogutud konkreetsetel faktidel (andmebaasidel). A(7) astme masinad on praegu teadusuuringute faasis.
Automatiseerimise astmed A(8) ja A(9) on tänapäeval veel ulmeraamatute pärusmaa.
Mehhatroonika
Mis on mehhatroonika?
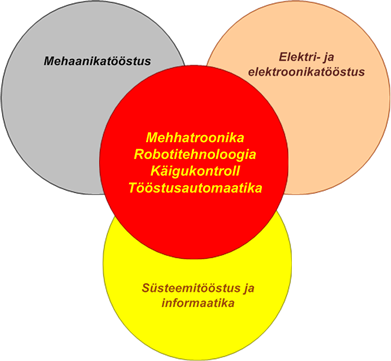
Mõistet „mehhatroonika” kasutati esmakordselt Jaapanis rohkem kui 30 aastat tagasi, et iseloomustada robootika valdkonda. Enamasti kasutati seda mõistet mehaanikainseneride laiendatud tegevusala kirjeldamiseks. Mehaanikakomponentide integreerimisel sensorite, käivitite, elektriajamite, kontrollerite ja informaatikaga tekkis uus mehaanikatööstuse haru. Teisalt moodustati samasugune tegevusvaldkond elektri- ja süsteemiinseneridele. Elektriajamite ja jõuelektroonika valdkonnas tegutsevate elektriinseneride jaoks on peateemaks optimaalne konversioon elektriliselt mehaanilisele energiale. Mehhatroonikani viib ka elektriseadmete integreerimine modernsete elektroonikakomponentide ja tarkvaraga. Termin „mehhatroonika” ei ole elektriinseneride seas populaarne. Viimaste aastate jooksul on kasutusele võetud traditsioonilise elektriajamite valdkonna asemel üldisem termin „käigukontroll”. Enamus tööstustehnoloogiaid põhinevad erinevatel seadmetel ja mehaanilistel konstruktsioonidel. Enamusest elektrienergiast (60....70%) kasutavad mehaanilise liikumise konversioonitekitavad ajamid. Mehhatroonikavaldkond sarnaneb paljus automaatikatööstusega, peamine süsteemiinseneride tegevusvaldkond. Joonis 1.6 on näidatud erinevate tööstusvaldkondade omavaheline koostoime.
Mehhatroonika defineerimiseks on mitmeid võimalusi. Kõige üldisemalt võib mehhatroonikat defineerida kui modernse tehnoloogia uut paradigmat. See tähendab, et tänapäeva insenerid peavad omama uut ja ulatuslikku mõtteviisi. Iseäranis, on mehhatroonika uus tehnoloogiavaldkond, mis on omavahel integreerinud mikroelektroonika, mikro-mehaanika, infotehnoloogia ja mis tegeleb tööstuse spetsiaalsete mehaanikaharudega. Kolmanda visioonina mehhatroonikast võib tuua kirjelduse temast kui interaktiivsest osapoolest erinevate tööstusvaldkondade vahel. Mitmed autorid peavad mehhatroonikat tööstuses multidistsiplinaarseks, kus mehaanika, elektroonika, kontrolli ja arvuti kasutamise omavaheline integreerimine ületab üksikute seonduvate tegevuste eelised. Erinevate subjektide sünergia tagab tegevuste ulatuse ainulaadsete tasemeteni. Joonis 1.7 defineerib mehhatroonikasüsteemi kui süsteemi, mis kontrollib materjalide, energia ja informatsiooni liikuvust.
Järgmist definitsiooni kasutati Mehhatroonika Konverentsil 2000. aastal Atlantas (USA):
„Mehhatroonika on esile kerkiv tehnikavaldkond, mis võib tõenäoliselt muuta tehnikahariduse
fundamentaalset loomust, elektri- ja mehaanikatööstust (Victor Giurgiutiu, Abdel-Moez E. Bayoumi,
Craig A. Rogers, Greg Nall. Lõuna-Kalifornia Ülikool, USA).
Suur vajadus on ulatusliku õppekava reformi järele. Drastilised tehnoloogilised edusammud
elektromehaanilistes liikuvmehhanismides ja jõuelektroonikas, seadmetes ja integreeritud
ahelates (IAd), mikro- ja nano-elektromehaanilistes süsteemides (MEMS ja NEMS),
materjalides ja pakendamistes, arvutites ja informaatika tehnoloogias, mikroprotsessorites
ja digitaalsetes signaalprotsessorites (DSPs), digitaalsetes signaal- ja optilistes
protsessides, avuti programmeerimisvahendites ja simulatsioontarkvaras, on toonud kaasa
uusi väljakutseid. Selle tulemusena, on mitmed tehnikakoolid vaadanud üle oma õppekavad,
et pakkuda asjakohaseid mehhatroonikakursuseid (Sergey Edward Lyshevski. Elektri- ja
Arvutitehnika osakond, Purdue Ülikool Indianapolises, USA).
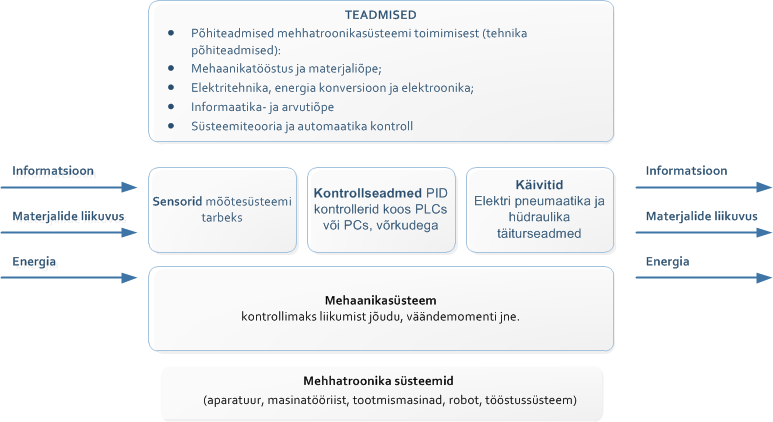
Mehhatroonikasüsteemi võib kirjeldada järgneva struktuuri abil Joonisel 2. See defineerib
mehhatroonikasüsteemi kui süsteemi, mis kontrollib materjalide, energia ja informatsiooni liikuvust.