
1.1 Robot-Bending workplace and its components

Robotization task formulation. The following parameters are important for understanding about the production task
- Product (parametrical description)
- Nomenclature (product families)
- Amount of production (per year, per month)
- Production process
- Business model
- Integration
The main components of a robot-bending workplace are:
-
- Bending machine
- Industrial robot
- Feeding table
- Sheet material buffer
- Finished goods buffer
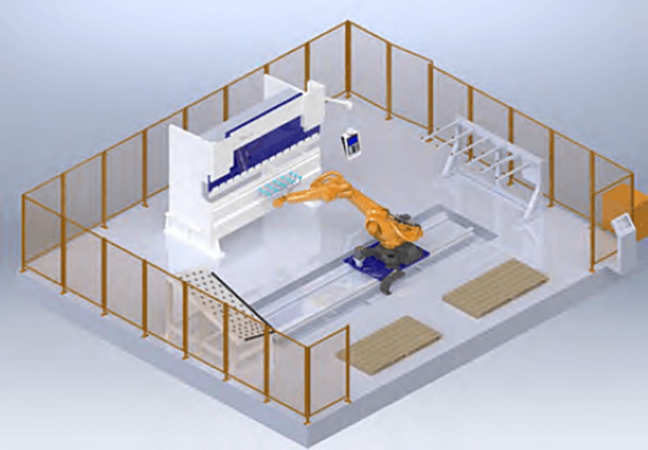
Bending workplace with the listed components Layout of the workplace
- Robot functionality description (selection)
- Machine tool functionality description (selection)
- Robot-cell layout
Sheet metal processing workshop
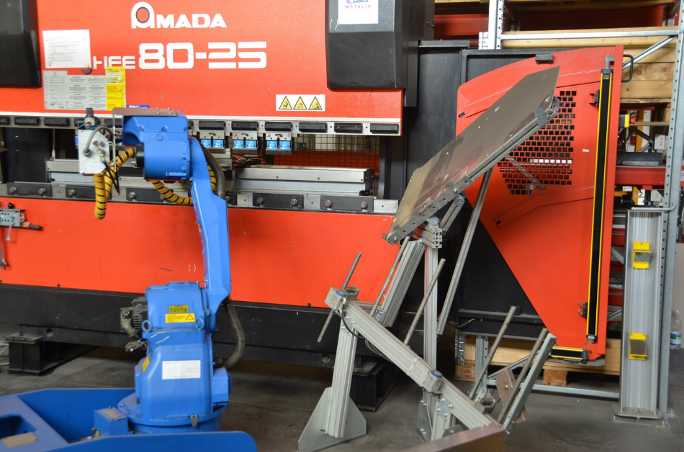
Numerically controlled sheet metal flexible bending cell with the robot as the core execution part is a set of highly automated equipment combination which has the advantage of high efficiency, high quality and high flexibility. The bending accuracy depends on the press brake machine (bending machine), positioning accuracy of the robot and the coordinated control of the robot and the press brake machine. The difficulty of collaborative control lies in the speed matching between the robot and the press brake machine, and the robot supporting the moving trajectory of the workpiece.

AMADA Bending Machine

TRUMPF Bending Machine
The main needed technical parameters of the bending machines:
- Press force (kN)
- Bending length (mm)
- Width between columns (mm)
These parameters determining the thickness of the sheet for bending and measures of the sheet metal product.
Tooling (tool magazine) is also important and fast tool change possibilities. Due to the closed frame, you can use the entire bending length without restrictions. The backgauge positions blanks precisely. You can select a 2, 4, or 5 axis backgauge. The backgauge guarantees the correction positioning of the sheet and ensures the exact side length in the process. The BendGuard combines maximum speed with optimum safety and short setup times.
1.2 Bending Cell Examples (Robot-Bending Workplaces)

https://www.youtube.com/watch?v=xZlySesuq6U
https://www.youtube.com/watch?v=YzDtR2eOV84
https://www.euromac.com/en/electric-press-brake-fx-bend-cell-2560-max/
https://www.comeq.com/2019/03/19/electric-press-brake-fx-bend-cell-2560-max/
Gasparini bending cell

1.3 Example of one possible robot for bending and its needed technical description for fulfilling the task.

| Production Name | bending robot |
| Model | IRB 4600-45/2.05 |
| Maximum reach | 2050 mm |
| Maximum payload | 45 kg |
| Pose repeatability (ISO 9283) | ± 0.06 mm |
| Number of axes | 6 |
| Mounting position | Floor, shelf, inverted or tilted |
| Footprint | 512mm x 676mm |
| Weight | 425 kg |
| Protection rating | IP67 |
| Controller | IRC5 Single cabinet, IRC5 Dual cabinet |
| Motion range | |
| A1 | 180° to -180° |
| A2 | 150° to -90° |
| A3 | 75° to -180° |
| A4 | 400° to -400° |
| A5 | 120° to -125° |
| A6 | 400° to -400° |
Robot for bending and its technical description
Technical parameters of a robot are in straight correspondence with the weight of a sheet and final workpiece; with the measures of a sheet and final workpiece, but also with the complexity of product and its needs for quality.
Product examples:



1.4 Performance of a Robot-Cell
Some important definitions
Production capacity – a volume of products that can be produced by a production system (plant, department, working place) in a given time period by using certain (current) resources
Production department – a sector of a company ś plant that is responsible for manufacturing certain products or carrying out determined service es
Workstation – a single unit which is organised on the basis of a machine tool or group of machines serviced by an operator and/or by the need of additional servicing equipment
Operation – serious of functions and tasks that are involved in a single process in a certain working place
Machining – value added process carried out on a certain machine tool (lathe, milling machine, machining centre, etc)
Productivity describes various measures of the efficiency of production. Often, a productivity measure is expressed as the ratio of an aggregate output to a single input or an aggregate input used in a production process, i.e. output per unit of input, typically over a specific period of time.[1]
The workplace is an important component of the production system. The workplace is the place where the production operation is performed. Location, position in the production system and technological possibilities of the workplace are important in describing the job. The technological possibilities of the workplace are formed on the basis of the device (Bending press, machine tool, welding equipment, industrial robots, etc) located in the workplace. The location of the workplace is important in assessing alternative routes. The product manufacturing process usually involves various jobs. In principle, it is often possible to use alternative jobs. The workplaces are located in fixed locations within the company and at a certain distance from each other. In order to shorten the processing route, it would be useful for the jobs in the processing route to be relatively close to each other.
The workplace is used to perform the corresponding processing operation (bending, welding, machining, packing, etc.). The operation must technically enable the product to be manufactured to the required quality. This is ensured by the technological capabilities of the equipment (machine tool). Technological possibilities determine the device’s ability to perform a given job (operation). If the technological possibilities do not meet the processing requirements (shape of the surfaces to be processed, processing accuracy, etc.), it is also not possible to use the equipment (machine) to perform the respective operation.
On the other hand, an industrial robot (in the case of robot-cells /robot-based workplaces)) is directly connected to the workplace. The technological capabilities of a machine tool are useless if the capabilities of the industrial robot do not correspond to the task or they cannot be used in the company and they cannot meet the technological requirements necessary for production.
The operating time of the operation depends on the main time and the auxiliary time, which is directly related to the technological capabilities of the machine and the ability to use them. The aim is to minimize the time of the operation, which creates preconditions for minimizing the cost C of the operation (min C).
Workplace performance creates prerequisites for the successful completion of the entire production process e. to minimize all production costs. The task of the production system is to produce the entire spectrum of processed parts with minimal resource costs, taking into account the minimization of throughput time and the efficient use of the technological possibilities of machine tools.
Performance indicators
Production lead time – a time period between receipt of an order and until when it is ready for packing and shipment
Throughput time – the period required for a material, part or subassembly to pass through the manufacturing system
Cycle time – the period required to complete one cycle of operation, or to complete a function, job, or task from started to finish
Idle time – non-productive time (during which an employee is still paid) of employees (organisational allowed idle time) or machines (technical allowed idle time), or both, due to work stoppage from any cause.
Set-up time – a period required to prepare a device, machine, process or system for it to be ready to function or accept a job.
1.5 Productivity of the Robot-Cell
Workplace productivity is the efficiency in which tasks and goals are completed for the company. By creating a productive workplace, benefits such as profitability and employee morale will be more discernable.
Having a productive workforce is an aspect of the business world that many companies struggle with. Finding the most effective ways to increase productivity and making clear the advantages of maximum productivity will create a better overall understanding of what exactly workplace productivity is.
Given that workplace productivity is basically completing goals in a timely manner, it is important to understand how to accomplish that without sacrificing the quality of the work. This means that in addition to being quick, employees must also be correct. It is the efficiency that cannot be ignored if maximum productivity is the aim.
Productivity is a relationship (usually a ratio or an index) between output (goods and/or services) produced by a given organizational system and quantities of input (resources) utilized by the system to produce that output.” (Sink 1983).
Based on the above-said, productivity can be shortly defined as follows:
Productivity is concerned with the effective and efficient utilization of resources (inputs) in producing goods and/or services (output) (Sumanth 1984, p.4).
Productivity measure is measure as EUR / per hour or pieces / per month, etc.
In a robot-based workplaces productivity depends directly from the production cycle and used level of production technology.
Literature:
- Jim Lesko. Industrial Design. Materials and manufacturing guide. John Wiley & Sons, Inc.
- Tõnu Lehtla. Introduction to Robotics. Tallinn 2008. Tallinn Technical University
- Tõnu Lehtla, Margus Müür, Tiit Rätsep. Robotitehnika kutsekoolidele. Tallinn 2014. INNOVE
- Eedo Kalle. Tootlikkuse kasvu juhtimine ettevõttes. .Kirjastus “Külim”, 2007
- Encyclopedia of busine$$ and finance. Kaliski, Burton S., Macmillan Reference USA. New York: Macmillan Reference USA. 2001. ISBN 0028650654. OCLC 45403115.
Questions Q2
- What do you mean under the bending cell layout
- What are the main parameters of a bending machine estimating its suitability for bending operation
- What are the main parameters of a robot for estimating its suitability for bending operation
- Find the producers of bending machines
- Find the producers of bending robots
- What type of products need bending operations
Tasks T1
- Design an industrial task for bending
- Design a bending cell for a given industrial task
- What is necessary to know designing an optimal layout. Make your suggestion
- Dow do you compare the product parameters and machine tool technical parameters
- How do you compare the bending machine parameters with the industrial robot technical data
- What are the needed parameters of bending machine and robot for manufacturing the given part (based on CAD model